Holste Says: |
 |
| In the hands of an experienced system planner/developer, the company's historical data base is the best indicator of what types of handling equipment and automation technologies will be needed to accomplish the stated objectives. |
|
What Do You Say?
|
|
|
|
Previous Columns by
Cliff Holste |
|
|
Trade shows, like this year’s ProMat 2015 and next year’s MODEX 2016, always generate high interest in new logistics automation and materials handling technologies among progressive companies. Of course, that is exactly what the show organizers and exhibitors hope for.
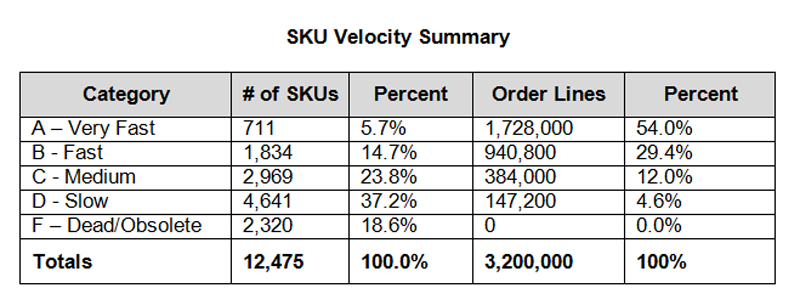
Unfortunate, few companies have the data needed to begin the planning process. In some cases, data is available, or largely available, but spread over the various departments making it difficult to build an inclusive and comprehensive data base. In other cases, data is not available or is very hard to get at. Examples include: weights and dimensions of active SKUs (referred to as the “Product Item Master”), weekly sales activity for each SKU (referred to as the “SKU Velocity Report”), and order-line item detail (referred to as the “Customer Order Profile Report”).
The magnitude of the data collection effort can be, and often is, overwhelming. Usually, internal resources are just not available to build a proper planning data base in a reasonable timeframe.
Basic Planning Data Needed for Planning an Order Fulfillment System Upgrade
To determine appropriate picking strategies and automation technologies that could improve operations, companies need to be prepared with the following types of data:
Product Item Master
Regardless of the scope of a project being considered, if it involves conveyors, picking and sorting equipment, system planners need to know the details of what’s being handled. This is often referred to as a Product Item Master. Every product or SKU is identified along with it physical characteristics (length, width, cube, weight) and any special handling issues (fragile, top heavy, plastic wrapped, etc). Collecting all and properly organizing all this detail for every SKU can take some considerable amount of time and effort. Dimensioning and Weighing Systems, such as CubiScan ( www.cubiscan.com ), are economical to purchase of rent, and will greatly speedup the data collection process.
Once a company has an up-to-date and comprehensive Product Item Master it can then focus on developing a Customer Order Profile Report.
|