|
|
About the Authors |
|
|
|
Tom McNamara and Sarah Hudson are from the Department of Finance and Operations Rennes School of Business, France. Sabry Shaaban is from the Department of Economics, Strategy and Organization Groupe ESC La Rochelle – Cerege, France |
|
Supply Chain Comment
By Tom McNamara, Sabry Shaaban and Sarah Hudson
August 5, 2011
Smart Buffering in Unreliable Production Line Performance
A Zig-Zag Allocation of Buffer Capacity Between Stations can Reduce Idle Time or Increase Throughput
Although we can cautiously assume that the worst of the summer 2009 “Great Recession” is over, companies still face an uncertain future due to lukewarm consumer demand and rising commodity prices. In this context, finding ways to reduce costs while maintaining the structural capacity to respond to potential market recovery is one of the dilemmas that production line managers face. What options are there? One of the possibilities to ensure future gains is to aim for productivity improvements and higher operating efficiency using exactly the same production line infrastructure, but tweaking its design. In the following article we will discuss one of the ways this can be done.
The design of manual “unpaced” production lines is a problem which has been the subject of many years of research and experimentation. When we look at manufacturing worldwide, we can see that there is often part of the assembly process which is carried out manually, not only in developing countries but also in the most modern production facilities in order to ensure flexibility and for complex or detailed finishing or customization. Billions of dollars are spent per annum on their design, implementation and repair. Even the slightest efficiency enhancement can result in considerable savings, when spread over the course of a facility’s useful lifespan.
Experts Says: |
 |
| One of the main conclusions from our study is that how you decide to allocate buffer space between workstations will depend on the strategic and practical aims of production. |
|
What Do You Say?
|
|
|
|
Improved Line Design
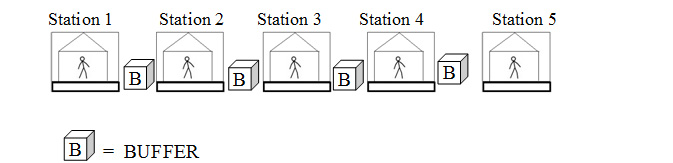
Let’s start by defining what kind of lines we are discussing. “Unpaced” lines are those where each operator is free to work at their own speed, passing their work pieces to the next station, usually by hand. Storage space by way of a “buffer” is provided in between each pair of work stations in order to temporarily hold work in process (WIP) items. The function of the buffers is to help avoid production stoppage when a worker is deprived of having a work piece to process (known as “starving”), or is unable to pass an item on to the succeeding station due to lack of space (known as “blocking”).
There are of course several issues to consider in the design and management of these lines. Where to place workers who complete tasks at different rates, or where to store WIP along the line, are just some of the challenges to be faced. Another problem that needs to be taken into account is when a station breaks down and production stops temporarily. This is a key feature of so-called “unreliable” lines, and also has to be taken into account. The focus of this article is on the decision of how much buffer space is needed, and where to place this storage space along the line, while taking into consideration unreliability factors.
|
|
Figure 1. A "balanced " 5-station assembly line, where buffer space is identical between successive workstations |
Most production managers would just assume that an even allocation of buffers is best (see Figure 1 above), as we often conceptualize lines as “balanced”, where all workstations complete their tasks at the same time and hand on the piece to the next station at the same time, and we make our plans without always considering possible breakdown or stoppage. But is this true, or even feasible? Quite often, due to technical considerations or physical plant layout constraints, the equal allocation of buffers (a balanced-buffer line) is impossible. This being so, can we place the available storage place more strategically? Our investigations show that not only can we mitigate the supposed disadvantages of uneven buffer allocation, but that performance of unreliable unpaced lines can actually be enhanced through purposely “unbalancing” the buffer allocation between stations.
Line Investigated
We looked at the effects of using different configurations of buffer distribution on a production line. We took into account station breakdowns and line repairs, something that is quite often overlooked in studies attempting to improve plant operational efficiency.
Three performance markers were used:
- the throughput or production rate (TR),
- the average amount of time that the line is inactive, or average idle time (IT), and
- the average buffer level for the whole line (ABL).
Ideally, our goal was to find buffer patterns that resulted in higher TR, lower IT and reduced ABL level in lines with assigned failure and repair rates integrated into the simulation parameters.
A series of computer simulations were run for lines having both 5 and 8 workstations, with total buffer capacities of 8 & 24 units for the shorter line, and 14 & 42 units for the longer, 8-station line. This resulted in average individual buffer capacities of 2 and 6 units respectively for both line lengths. These capacities were then assigned unevenly along the lines.
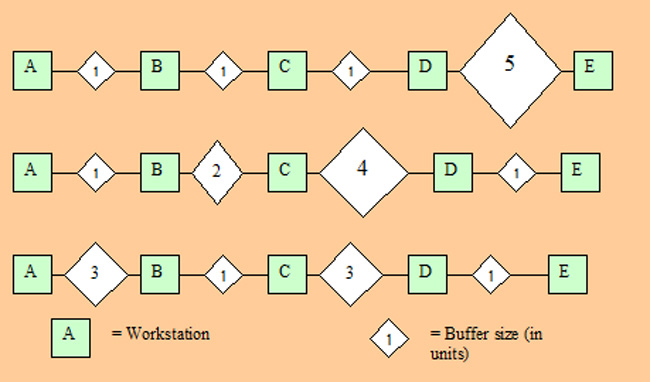
Five general policies were used regarding the assignment of buffer capacities:
- Descending order (\): concentrate the available buffer capacity nearer the beginning of the line,
- Ascending order (/): concentrate the available buffer capacity nearer the end of the line,
- Inverted bowl shape (Λ): concentrate the available buffer capacity nearer the middle of the line,
- Bowl shaped (V) configuration: position smaller amounts of buffer towards the centre, and
- General: no concentration of buffer capacity at one area
Figure 2 illustrates some of the simpler patterns simulated to give a general idea of what the lines look like for the 5-station line and a total buffer capacity of 8.
|
|
Figure 2. Three sample simulation patterns for a 5-station line and a total buffer capacity of 8 units (not to scale).
|
Looking at the simulation results, we found that none of the five general policies were substantially better or worse than any of the others in broad terms, but there were particular patterns within each policy that showed substantial improvements of performance either in throughput, idle time or in average buffer levels when compared to a balanced-buffer line.
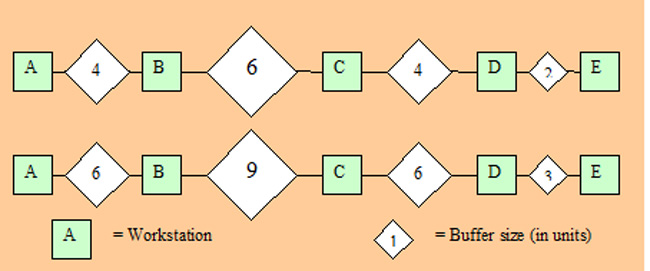
It was found that in general, the most favourable buffer allocation configuration in terms of both TR and IT is an even distribution of buffers along the line, but policy 5 (available buffer capacity is in kind of a zig-zag configuration) has sometimes outperformed the balanced line counterpart (see Figure 3 below).
|
|
Figure 3. Illustration of the best performing patterns for throughput and idle time performance.
|
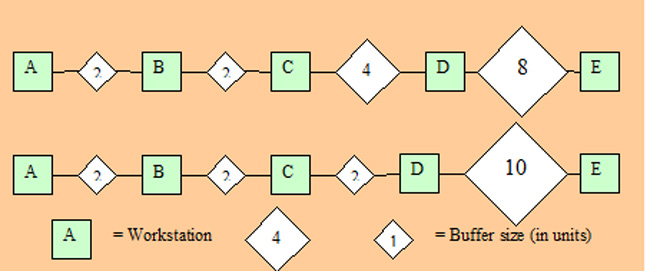
When we look at performance in terms of keeping inventory down, however, we find that best performance with respect to ABL is an ascending buffer size order, under which more buffer capacity is given towards the end of the line (see Figure 4 for some examples).
|
|
Figure 4. Illustration of two of the best performing patterns for average buffer level performance.
|
The greatest improvement / savings found from utilizing the above favourable unbalanced buffer allotment patterns (as compared to a corresponding balanced line) were:
- Increase in throughput: + 0.58%
- Decrease in idle time: - 2.68%
- Decrease in average buffer levels: - 53.61%
So, the results show that throughput and idle time performance can be improved slightly for some cases, and that there is scope for very considerable improvements in average buffer levels.
|
Conclusions
One of the main conclusions from our study is that how you decide to allocate buffer space between workstations will depend on the strategic and practical aims of production. It may be important to keep as few units of partially finished products in storage as possible, for example in a fresh produce situation where hygiene and safety issues are a priority, or where just-in-time and lean buffering strategies are in place. If this is so, it might be better to concentrate more buffer capacity towards the end of the line.
On the other hand you may need to favour keeping idle time down if you are in an industry where labour costs are high, for example in the IT industry or medical equipment production, where rapid changes require workers to be flexible and to learn new skills fast, or in knowledge intensive sectors (for example the chemicals, pharmaceuticals, rubbers and plastics industries where awareness of health, safety and environmental legislation is primordial).
If we consider industries which produce fast-moving consumer goods, where demand is high, (for example products such as toiletries, pre-packaged foods, soft drinks and cleaning products which have high turnover rates), it is probable that the main aim will be to improve throughput.
For both these latter examples, a somewhat zig-zag allocation of buffer capacity in between the stations can either slightly reduce idle time or increase throughput and will be the preferred design.
One should keep in mind that these patterns are specific patterns among numerous possibilities and that a line imbalanced in the wrong way could lead to the opposite effect, that is to say, increased average buffer levels and idle times, and lower output, so caution is advised.
In spite of this, and even though the improvements in throughput rates and idle times were small (0.58% and 2.68%), when one imagines a production facility that is operating seven days a week, 52 weeks a year, even these slight gains in TR and IT can add up to significant benefits when calculated over the useful life of a line. On the other hand the superiority in ABL is very significant (around 53%). All this means that carefully allocating your buffer space along the line can bring some interesting improvements in the performance of unpaced unreliable assembly lines.
|
Agree or disagree with with our guest contributor's perspective? What would you add? Let us know your thoughts for publication in the SCDigest newsletter Feedback section, and on the website. Upon request, comments will be posted with the respondent's name or company withheld.
|
|
Recent Feedback |
2011-08-09
Simulation is an excellent tool for production shopfloor (re)layouts.
The five general policies proposed are practical and can be directly applicable for simulation trials. An alternative would be to determine the optimal lot size for each buffer depending on the production rate (this can be viewed as the demand) and capacity of the succeeding node.
This is done in order to either minimise the idle time, maximise the throughput or maximise machine utilisation (if this is a scheduling problem, we then minimise the makespan). If done collectively, it becomes a multi-objective optimisation problem. Another point of consideration resulting from capacity is the effects of queuing (and this can be detrimental to the production lead time).
From the article, it was stated that policy 5 "has sometimes outperformed the balanced line counterpart". This is true. We`ve studied the effects of random stacking placements of containers in a port as opposed to structured configurations. Interestingly, the former presented a reduced (and hence optimal) stacking and retrieving time. It seems that there is determinism in chaos after all!
In a recent project, we coupled lean manufacturing principles with simulation techniques for a complete relayout of the shopfloor -- manufacturing productivity increased by 25%, 4 days was shaved off the turnaround time with savings of more than $20k a month.
KOH Niak Wu, Ph.D.
Singapore Institute of Manufacturing Technology, A*STAR
|
|
|
| |
|
|
|