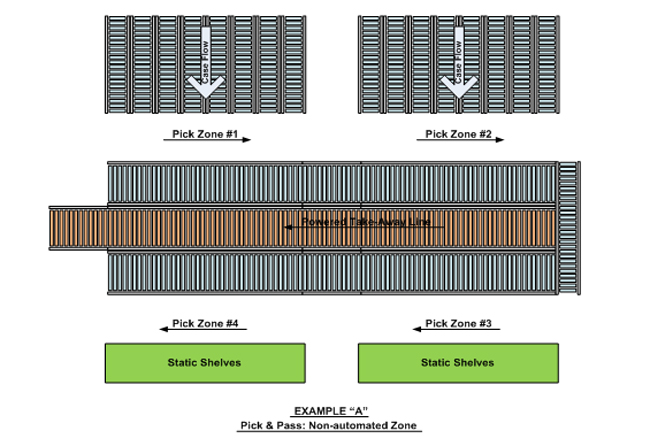
As shown in Example “A”, a powered takeaway conveyor line is centered between a case flow rack and static shelves. Dead roller conveyor is located along both sides of the powered conveyor line leaving enough aisle space for picking between the face of the picking rack and the edge of the roller conveyor. All picking must begin in the first zone.
In a paper based operation, a preprinted pick list is attached to an empty container, and the container is placed on the roller conveyor. The picker working that zone pushes the container (sometimes 2 or 3 at a time) thru the zone, picking the required product (for each container) along the way. The picker is required to check off each product picked. If there is insufficient product to complete the order, the container is set aside and held in that zone until the needed product is replenished. The alternative is ship the order incomplete and backorder the missing product.
At the end of the zone the container is either complete (no more items required) or it requires items from downstream zones. If the container is complete, it is put onto the powered takeaway line where it is transported to order checking, packing, and shipping. If more items are required the container is passed onto the next downstream zone and the picking routine is repeated. The container is passed thru each consecutive zone until all items on the order have been picked. All orders start in the first zone even if no picks are required in that zone. If the order requires a pick in the first and last zones, it must be pushed thru all of the in-between zones.
In the above example, a simple paper pick list is used to drive item picking. RF, Pick-to-Light, or Voice technologies are commonly used to drive the physical picking operation and improve picker performance. While these methods have been proven to increase productivity and reduce errors the flow of containers within the non-automated pick and pass operation remains the same, i.e., sequential.
Unfortunately, pick & pass operations of this type are plagued with throughput problems brought about by frequent and, in some extreme cases, near perpetual gridlock.
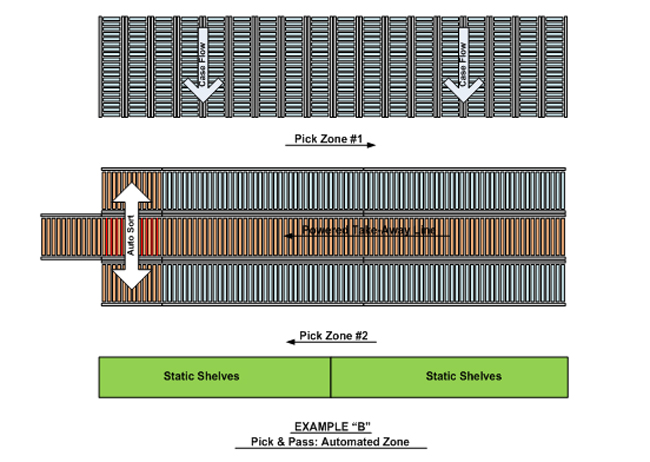
With the above in mind we can now look at how automated zone routing sortation works to improve the performance of the split case pick and pass method.
|