From SCDigest's On-Target E-Magazine
Feb. 22, 2012
Logistics News: Does "Count-Back" Make Sense for Case Pick-to Belt Applications and Downstream Sortation?
Food Industry Practice to Reduce Case Pick Errors Might Work for Other Sectors - and Reduce Challenges Related to Batch Pick Accuracy?
Cliff Holste, Materials Handling Editor
Does a technique originally developed to reduce inventory discrepancies between 3PLs and leading food manufacturers make sense to at least partially combat a long-standing problem in mechanized case pick-to-belt applications tied to downstream automated sortation?
SCDigest Says: |
 |
| In automated sortation systems, errors of under- or over-picking are almost always identified by the system itself, but the costs related to each error remain high. |
|
What Do You Say?
|
|
|
|
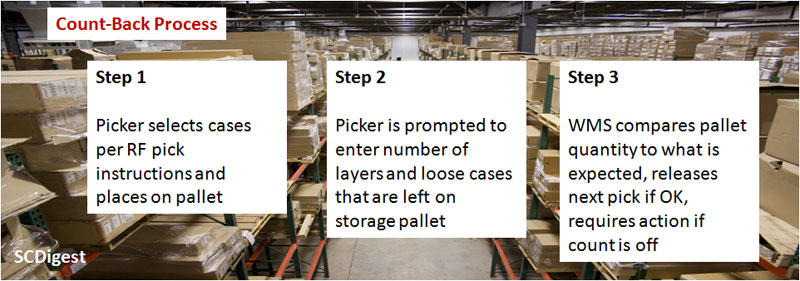
That technique is called "count-back," and it involves the immediate cycle count of full case pick slot in pallet flow racking after each and every case pick to ensure the correct number of cartons were picked. It started at a food company (believed to be Kraft) which outsourced distribution center management to 3PLs, but which had constant issues with inventory discrepancies with those 3PLs. Many of those issues were later traced to case pick errors, usually on manual case lines in pick-to-pallet mode.
The company then modified their WMS software so that at the end of each case pick, the picker is prompted to enter the number of layers still on the pallet and the number of loose cases. The WMS would maintain a profile of each SKU's pallet configuration, andthus be able to total up how many cases are left n the location. If it doesn't match what the WMS thinks it should be, the picker rechecks the number of cases that were picked, and corrects the error. If he or she has picked the right number of cases, the previous picker's pallet would be checked.
The count-back application is able to deal with situatons where the pick empties a current pallet and continues on with a fresh one.
While the practice of doing a cycle count after each pick seems like a waste of time to some, in reality the count back process takes just a few seconds. It must have shown its value to the food industry, as companies such as Conagra, Hershey and others besides Kraft have adopted the process, startng in the late 1990s, and continuing to this day. This migration was often faciilitated as managers moved from one CPG company to another and recommended the practice.
That said, count-back has stayed almost exclusively within that food manufacturing sector.
“The use of the count-back program is just one component of being able to prove perfect order picking and the highest degree of inventory accuracy,” Ken Miesemer, former Director of Distribution and International Logistics at Hershey Foods, past president of WERC, and now a consultant at St. Onge, told SCDigest in 2008. “At Hershey, we combined the count-back process with an RF generated “pick with pride” label. That was then combined with a load manifest to prove that you loaded the pallet and where it was on the trailer. The manifest would give the pallet ID, who picked it, who loaded it, where on truck it was placed, and what were the contents. With that foundation, you can start to address the customer ship-to locations that are robbing you blind with reported shortages.”
Always implemented as a custom enhancement for many years, today a few WMS providers offer count-back as a standard feature.
Certainly, companies with case pick accuracies issues outside of those in the food industy might want to consider the count-back to address their challenges in manual pick processes. But is the technique perhaps a solution to pick accuracy problems that are associated with more automated systems?
A Solution for Case Pick Errors in Automated Systems?
Probably the most common form of distribution center automation involves a sortation system downstream from full case pick areas. Generally, much of the ROI for these systems comes from leveraging the sorter to enable batch picking of cartons during some period of time, such as a pick wave, versus traditional discrete order picking, where each order is picked individually. In batch picking, all the orders for a time period/wave are consolidated, so that a picker only needs to stop once at a location for each wave, picking all the cases needed for that wave at one time.
This selection actvity is often performed in special "pick module" areas, where the picked cases are put onto a belt that leads to the sorter, though cases can usually get into the system from some other locations as well. For example, some SKUs may kept only in reserve storage locations, picked to pallet using order picker trucks, then placed on a section of conveyor leading to the sorter. But the pick modules is where the brunt of the work is usually performed.
(Distribution/Materials Handling Story Continues Below
) |