 Cliff Holste, Materials Handling Editor Cliff Holste, Materials Handling Editor
| |
SCDigest Says: |
| |
 MDR speeds are increasing as the technology improves and are approaching 300 FPM with unit load capacity comparable to conventional AC powered conveyor. MDR speeds are increasing as the technology improves and are approaching 300 FPM with unit load capacity comparable to conventional AC powered conveyor.

Click Here to See Reader Feedback
|
In part 1 of this article series, we discussed advances in conveyor design including modularity, flexibility, speed control, and maintenance.
Accompanying that article is the first of a new SCDigest/Distribution Digest series of analytic publications, which we call a Materials Handling Tech Note. These will be a series of on-going research notes that look at various aspects of the materials handling and distribution market and practice. The first one looks at how recent changes in conveyor technology from leading providers have made today’s systems much more flexible than in the past. It can be downloaded here: Materials Handling Tech Note: Advances in Conveyor Technology increasing System Flexibility.
In part 2, we look at how advances in conveyor technology are improving system adaptability and performance.
Integration with Other Technologies
Conveyor networks that are tightly integrated with voice or light directed order fulfillment systems are providing improved overall system performance. If a voice or light directed system can be linked with the conveyor controls through the WCS, then the picking/shipping container can index through the picking system automatically. Ruehrdanz at Dematic says that this configuration accelerates the picking process, and is an example where the conveyor sub-system and the real-time fulfillment sub-system operate more productively when integrated into one unified system.
More examples can be found in the recently published Supply Chain Digest Automated Case Picking report where we describe several different types of systems that include a variety of equipment, controls, and software technologies to produce fully integrated solutions.
Integration is the key to obtaining robust system performance. When sub-systems are networked together, critical performance and operational information can be collected and exchanged in real-time so that any abnormalities or faults can be systematically reported and resolved. In other words the right hand knows what the left hand is doing.
New Developments in Motor Driven Roller Technology
As could be seen at ProMat 2009, Motor Driven Roller (MDR) technologies, in which low voltage (24vdc) motors for driving product are actually contained within individual rollers, or in the case of Hytrol mounted on the outside of the conveyor frame, are gaining favor. MDR conveyors allow for a good deal of design flexibility, as the power and intelligence are self-contained within small conveyor sections.
Although MDR equipped conveyors cost more than conventional live roller conveyors, according to Klueber, they are a lot less expensive to install and maintain, and with their lower energy consumption they cost less to operate, which can lead to long-term savings.
Jim Evans, Customer Service Manager, HK Systems, said that based on customer reports MDR conveyors are providing significant additional energy savings in the +50% range by operating only when product is available for transport. As a container approaches the zone, the motorized rollers activate to carry it forward to the next zone. If no other containers are present, the zone turns off.
MDR is generally not considered to be a replacement for long runs of transportation conveyor over 100 feet in length. For this reason, MDR tends to be used for applications that feed specific work zones like in zone picking areas, value added services (VAS), and inspection/packing workstations - areas where the conveyor can run intermittently.
 MDR speeds are increasing as the technology improves and are approaching 300 FPM with unit load capacity comparable to conventional AC powered conveyor. Some manufacturers are offering high torque MDR capable of transporting pallet loads in the medium weight range. MDR speeds are increasing as the technology improves and are approaching 300 FPM with unit load capacity comparable to conventional AC powered conveyor. Some manufacturers are offering high torque MDR capable of transporting pallet loads in the medium weight range.
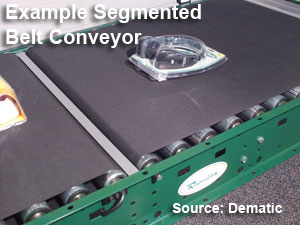
The invention of motorized roller conveyor has led to the development of a second kind of belt conveyor being offered by a few of the major conveyor manufacturers known as segmented belt conveyor. A section of segmented belt conveyor is essentially a section of motorized roller conveyor with a few feet of belting wrapped around each zone of rollers.
According to
Ken Ruehrdanz, Market Development Manager, Dematic Corp., segmented belt conveyor combines the accumulating power of roller conveyor with the stability of belt conveyor, resulting in excellent control of assorted carton sizes and shapes as well as poly bags, plastic blister packs and clam shells. The photo nearby shows the Dematic Segmented Belt on roller conveyor module.
Where Is Conveyor Technology Headed In The Future?
 The experts interviewed for this report agree that conveyor systems will continue to get more automated and more efficient. We may see a greater reliance on composite materials not only for bearings and drives, but possibly for the conveyor structures themselves. Escalating steel prices and energy cost may eventually result in plastic conveyors that will be more modular, adaptable and will also be quieter to operate. The experts interviewed for this report agree that conveyor systems will continue to get more automated and more efficient. We may see a greater reliance on composite materials not only for bearings and drives, but possibly for the conveyor structures themselves. Escalating steel prices and energy cost may eventually result in plastic conveyors that will be more modular, adaptable and will also be quieter to operate.
For example, we are already seeing some of that with the integration of specialized conveyors like Activated Roller Belt™ technology as provided by Intralox, which offers de-scramblers and alignment units that can be integrated with automatic de-palletizers and perpetual merge units that can feed sortation conveyors.
Phil Kaffenberger, VP of Engineering at HK Systems, says that HK is beginning to see a trend towards smaller, more regional DCs which they believe is being driven by escalating fuel cost. These smaller DCs will operate in the 80 to 140 cartons per minute range and require automation designed to closely match their requirements.
(Distribution Article - Continued Below)
|






