Cliff Holste, Materials Handling Editor Cliff Holste, Materials Handling Editor
| |
SCDigest Says: |
| |
 “With AGVs, it really doesn’t matter how close loads are placed to shipping doors,” Grohalski said when you consider total system productivity. “With AGVs, it really doesn’t matter how close loads are placed to shipping doors,” Grohalski said when you consider total system productivity.

Click Here to See Reader Feedback
|
Automated Guided Vehicle (AGV) technology has always had cycles of up and down market success for automating the movement of unit loads, and that has been especially true in distribution applications. AGVs have primarily been deployed in manufacturing operations, especially in the automotive industry, with relatively little penetration into DC operations, given concerns about potential flexibility issues because of the dynamic nature of distribution processes and material handling product flows.
But there is evidence this situation is starting to change, as a combination of improved AGV technology that increases operational flexibility and growing corporate interest in reducing labor costs and headaches in distribution are causing move distribution executives to take a look at AGV solutions. (See New Life for AGVs in Distribution.)
US food giant Kellogg’s is one example of a company that has found AGV success in a distribution center environment.
Speaking at the user conference of supply chain software provider RedPrairie this week in Orlando, Kellogg project manager Thom Grohalski said the company has seen strong results from its AGV implementation, but that to achieve a strong ROI and avoid operational disruptions companies really need to get planning and on-going operational challenges right.
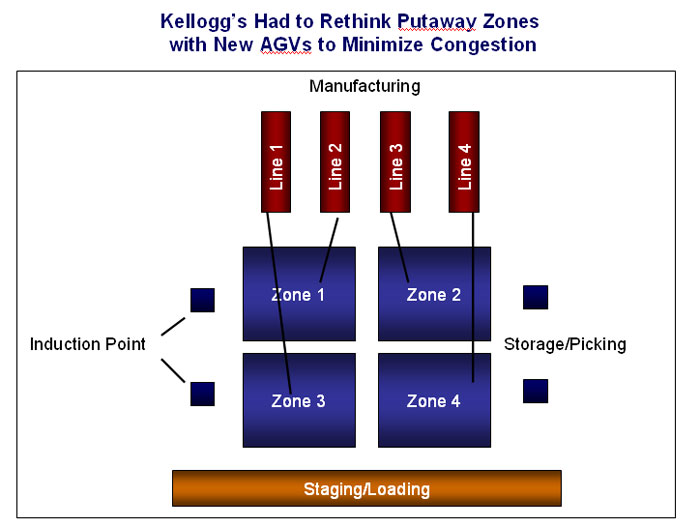
Kellogg’s has implemented some 64 AGVs across four plant warehouses which deal entirely in full pallet movement. The AGVs in those facilities do virtually 100% of the moves from production lines into storage, and pallet picking from floor-loaded unit load storage to staging lanes for shipping. Traditional fork trucks perform the actual trailer loading.
Kellogg’s uses a clamp truck version of its AGVs, versus a traditional fork truck type of AGV vehicle. Grohalski says that each AGV carries two unit loads at a time (vertically) – and that the two pallet capacity was essential to achieving ROI for the investment.
“We wouldn’t have been able to justify AGVs if they were just moving one load at a time,” Grohalski said.
The imperative to keep pallets moving away from Kellogg production lines and to consistently achieve required levels of product movement means Kellogg’s is willing to sacrifice some storage space as a trade-off for efficiency. SKUs in the cereal warehouse are floor loaded and stacked in bays four-high. If only a single load location is available in a storage bay (such as if there are already three unit loads in a column, meaning only one load could be added), the decision is almost always to give up that space versus using a AGV to move just one load to the bay, Grohalski said. That leads to some “honeycombing,” but not enough to overcome the productivity advantages of moving two loads at a time.
He emphasized that it is critical that companies really need to well consider and model their true movement needs and constraints when considering AGVs generally and how many robots they will need in a facility.
In Kellogg’s case, even small back-ups can cause major problems. Grohalski said that if AGV issues cause the takeaway from palletizing stations at the end of manufacturing lines to stop for as little as five minutes, it can cause a production line to shut down, at tremendous cost.
That kind of scenario forces certain types of decisions on how AGVs must operate. For example, putaway moves from the production lines are always the highest priority task versus order picking and inventory consolidation tasks. Second, even though Kellogg’s AGV supplier did substantial simulation on product movements to determine the number of AGVs needed in each warehouse, Grohalski said you have to factor in the unexpected, and probably add in some cushion in your AGV fleet.
Slow Moving – but 24 x 7
AGVs simply do not move as fast as a human-driven fork truck, Grohalski said, and even rated speeds are difficult to achieve if the warehouse floor is not really smooth or corners are tough to turn.
When the AGVs are being piloted, Grohalski said fork drivers will speed past the AGVs and tell management “look how much better I can do.”
“Fork truck drivers do move faster,” Grohalski said, “but they don’t work 24 by 7, and they don’t need breaks.”
Another challenge AGV users must face is that “AGVs are very polite,” Grohalski said, meaning that obstacles, including other AGVs, will cause the AGVs to simply stop until the issue is resolved. That could include something as simple as stretch wrap hanging down below the bottom of the load.
That means that companies must plan for “chasers,” – associates who observe both electronically and through observation that an AGV has stopped and needs to be re-activated because of an obstacle or an inventory error (e.g., a pallet expected in a storage location is not there). Planning for that daily operational maintenance from a staffing and ROI perspective is key. (Distribution Article - Continued Below)
|