Dr. Michael Watson, one of the industry’s foremost experts on supply chain network design and advanced analytics, is a columnist and subject matter expert (SME) for Supply Chain Digest.
Dr. Watson, of Northwestern University, was the lead author of the just released book Supply Chain Network Design, co-authored with Sara Lewis, Peter Cacioppi, and Jay Jayaraman, all of IBM. (See Supply Chain Network Design – the Book.)
Prior to his current role at Northwestern, Watson was a key manager in IBM's network optimization group. In addition to his roles at IBM and now at Northwestern, Watson is director of The Optimization and Analytics Group.
By Dr. Michael Watson
May 22, 2013
Using Optimization to Compare Facilities or Internal Benchmarking
If your Supply Chain has Many Different Facilities, you May be able to Find Value with Internal Benchmarking
Dr. Watson Says:
...if you have a lot of facilities, you can use your own data to do internal benchmarking.
If your supply chain has many different facilities (warehouses, depots, plants, or stores), it is likely that they are not all identical. Each serves different types of customers, has different territories, has different sizes, and so on. These differences can make it difficult to understand which facilities are doing well and which ones are underperforming. For example, one depot may make less profit than another, but it is being asked to do many more deliveries. Should it get penalized for this?
And, even if you are treating each one as a profit and loss center, it can still be difficult to compare. For example, are the profitable sites as profitable as they should be?
If you have a lot of facilities, you are likely sitting on data you could use for internal benchmarking. This is a quick analysis to determine how well your facilities are doing compared to each other on multiple dimensions.
The input to this analysis is relatively simple—it works with whatever numeric data you have.
For each facility, you need the key characteristics that would describe the costs and investments in the facility. For example, this could include items like total cost, total number of workers, number of managers, size of the facility, number of trucks, number of dock doors, and so on. In other words, the key parameters that describe what you have invested in the facility.
Also, for each facility, you need numeric information on what you are getting from each facility. This could include items like revenue or profit, number of deliveries made, number of orders processed, and so on.
With this data for each facility, optimization technology allows you to develop an efficient frontier that compares all your sites. It essentially looks at each facility, in turn, and tries to put that facility in the best possible light. That is, if a facility has lower sales, but makes more deliveries, then it looks upon this as favorable.
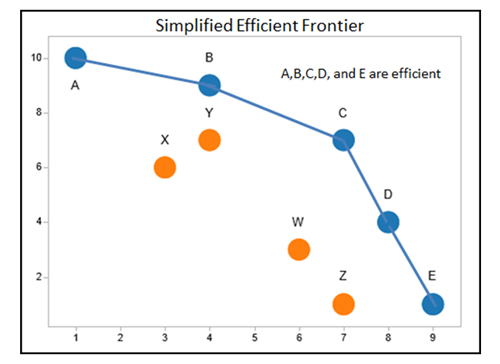
The end result is an efficient frontier curve that looks like the figure shown. It shows all the facilities that are efficient (A,B,C,D, and E in this case) and the ones that aren’t (W,X,Y, and Z). For each facility that is not efficient, you also get information on the most comparable efficient facilities—this now allows you to have more productive conversations on how to improve.
This graph is a simplified 2-dimensional version. The real value comes when you have several dimensions you are comparing.
Final Thoughts
It is always difficult to compare facilities. Using optimization for internal benchmarking can help make the process more quantitative and may give you some nice insight to improve your operation.